

The future of industrial chemicals is driven by innovation, sustainability, and advanced technologies. As a forward-thinking industrial chemicals supplier, JCB Chemicals is committed to providing solutions that meet evolving industry demands. Modern industries require chemicals that improve efficiency while reducing environmental impact. With the rise of eco-friendly practices, industries are focusing on sustainable chemical solutions. Advanced materials and innovative processes are transforming manufacturing, making it more efficient and environmentally responsible. Industrial chemicals play a key role in this transformation. JCB Chemicals continues to support industries by delivering high-quality and future-ready chemical solutions. By adapting to changing trends and technologies, the company helps businesses stay competitive and achieve long-term growth.

Chemical Safety Guidelines for Industrial Use
Proper handling of industrial chemicals is essential to ensure workplace safety and operational efficiency. As a responsible industrial chemicals supplier, JCB Chemicals emphasizes the importance of safe storage, labeling, and usage of chemicals. Following safety guidelines helps prevent accidents and ensures compliance with regulations. Industries must adopt safety practices such as using protective equipment, maintaining proper ventilation, and ensuring correct disposal methods. These measures not only protect workers but also reduce environmental risks and improve overall safety standards. JCB Chemicals supports industries by providing high-quality products along with guidance for safe handling and usage. This ensures that businesses can operate efficiently while maintaining a safe working environment.
Industrial Uses of Sodium Stannate & Potassium Stannate
Sodium stannate and potassium stannate are widely used in industrial applications such as electroplating, surface treatment, and chemical processing. As a leading industrial chemicals supplier, JCB Chemicals offers high-quality stannate compounds that improve coating durability and corrosion resistance. These chemicals are essential for enhancing metal finishing processes. In addition to electroplating, these compounds are used in textile processing, detergents, and manufacturing industries. Their versatility makes them valuable across multiple sectors, helping improve efficiency and product quality. Industries rely on these chemicals for consistent and reliable performance. By sourcing from JCB Chemicals, businesses can ensure high standards of quality and supply. This supports smooth industrial operations and helps achieve better results in production and processing.
Why High Purity Chemicals Matter in Industry
High purity chemicals are essential for maintaining consistency, safety, and efficiency in industrial processes. As a trusted industrial chemicals supplier, JCB Chemicals ensures the delivery of high-quality products that meet strict industry standards. These chemicals are widely used in pharmaceuticals, laboratories, and precision manufacturing industries. Using high purity chemicals helps reduce contamination, improve product quality, and enhance overall process performance. It also ensures compliance with safety and environmental regulations, which is crucial for modern industries. Businesses that prioritize quality chemicals achieve better results and maintain strong market credibility. With its commitment to excellence, JCB Chemicals provides reliable and high-purity chemical solutions tailored to industrial needs. This helps industries achieve efficiency, safety, and long-term success.
Applications of Nickel Compounds in Manufacturing
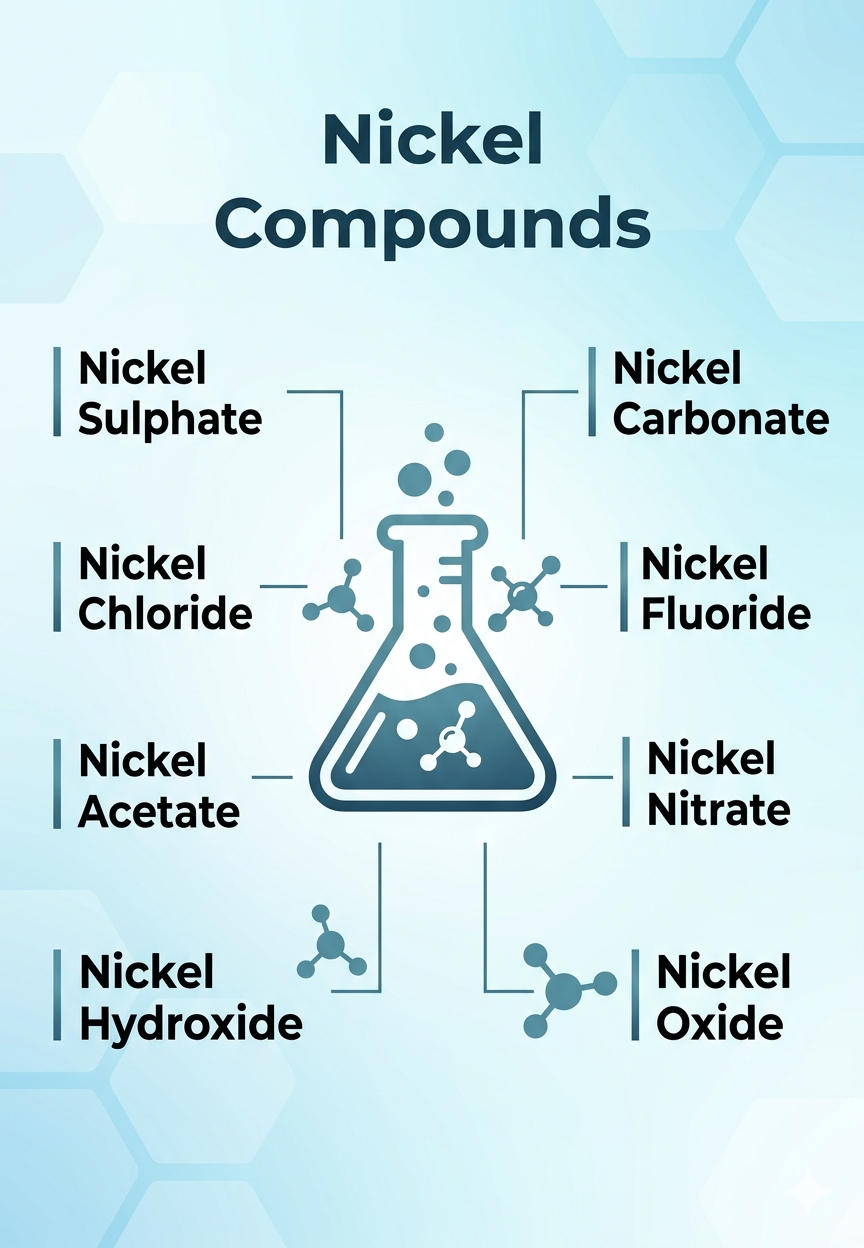
Nickel compounds are widely used in manufacturing industries due to their strength, durability, and corrosion resistance. As a reliable industrial chemicals supplier, JCB Chemicals offers a range of nickel-based products that are essential for producing alloys, stainless steel, and electroplated materials. These compounds enhance the quality and lifespan of industrial products. In addition to metal production, nickel compounds are used in catalyst manufacturing and ceramic applications. Their ability to improve performance and efficiency makes them highly valuable in modern industrial processes. Industries such as automotive, construction, and engineering depend on these chemicals for superior results. By choosing JCB Chemicals, businesses can access high-purity nickel compounds that meet industry standards. This ensures consistent performance, improved productivity, and long-term reliability in manufacturing operations.

Role of Industrial Chemicals in Water Treatment
Industrial chemicals play a critical role in water treatment by removing impurities, controlling contaminants, and ensuring safe water supply. As a trusted industrial chemicals supplier, JCB Chemicals provides effective solutions for water purification and wastewater management. These chemicals help maintain environmental standards and improve water quality for industrial and domestic use. In water treatment plants, chemicals are used to eliminate harmful bacteria, reduce heavy metals, and prevent corrosion in pipelines. This ensures efficient operation and long-term sustainability of water systems. Industries rely heavily on these solutions to meet regulatory requirements and maintain safe processes. With growing environmental concerns, the demand for reliable water treatment chemicals is increasing rapidly. JCB Chemicals is committed to delivering high-quality products that support clean water initiatives and sustainable industrial practices.
Importance of Cobalt Compounds in Modern Industries
Cobalt compounds are essential in modern industrial applications due to their unique chemical properties and high efficiency. As a leading industrial chemicals supplier, JCB Chemicals offers premium cobalt compounds that are widely used in catalysts, pigments, ceramics, and battery manufacturing. These compounds play a vital role in supporting industries such as energy, automotive, and electronics. In addition to their use in manufacturing, cobalt-based chemicals are crucial in petrochemical and chemical processing industries. They help improve reaction efficiency and product quality, making them indispensable for industrial growth. The demand for cobalt compounds is continuously increasing due to advancements in renewable energy and high-performance materials. By sourcing cobalt chemicals from JCB Chemicals, industries can benefit from reliable supply, superior quality, and expert support. This ensures smooth operations and helps businesses stay competitive in today’s fast-evolving industrial landscape.

Uses of Nickel Nitrate in Industrial Applications
Nickel nitrate is a highly important compound used across various industrial applications due to its excellent solubility and chemical reactivity. As a trusted industrial chemicals supplier, JCB Chemicals provides high-quality nickel nitrate that is widely used in electroplating, catalyst production, and ceramic manufacturing. Its ability to deliver consistent results makes it a preferred choice in multiple industrial processes. In electroplating industries, nickel nitrate plays a key role in improving coating quality, enhancing surface finish, and increasing corrosion resistance. It is also used in battery materials and pigment production, making it a versatile compound for modern manufacturing industries. Businesses looking for reliable and high-purity chemicals can depend on JCB Chemicals for consistent supply and performance. With increasing demand for advanced materials, nickel nitrate continues to support innovation in chemical processing and industrial manufacturing. By choosing a reliable partner like JCB Chemicals, industries can ensure quality, efficiency, and long-term performance in their operations.